

O cálculo da força de fechamento é necessário para manter o molde fechado, já que, durante o processo de injeção, ocorre uma força contrária. No entanto, não são todos os operadores que sabem como calculá-la, abrindo espaço para diversos problemas.
A falta de força de fechamento do molde pode causar, principalmente, rebarbas e alteração dimensional nas peças, porém, o excesso também é prejudicial e pode causar desgaste prematuro do molde, deformações nas cavidades, quebra de pinos extratores ou trinca de postiços, estiramento das colunas e deformação das placas fixa e móvel.
Saiba mais: Saiba tudo sobre extrusão-sopro e injeção-sopro
O que é a força de fechamento na injeção de plásticos?
A força de fechamento é um dos parâmetros mais críticos e fundamentais no processo de moldagem por injeção de plásticos. Ela representa a força total que a máquina injetora deve exercer para manter as duas metades do molde firmemente fechadas durante a fase de injeção.
Simplificando, é a “pressão de aperto” que impede o molde de se abrir devido à pressão gerada pelo plástico fundido ao ser injetado na cavidade. Se essa força for insuficiente, o material pode vazar pelas linhas de partição do molde (causando o defeito conhecido como “rebarba” ou flash), resultando em peças defeituosas e desperdício de matéria-prima.
O cálculo e o ajuste correto da força de fechamento são vitais para a qualidade da peça e para a longevidade do equipamento. Essa força deve ser sempre maior do que a força de separação (a força exercida pela pressão interna do plástico que tenta abrir o molde).
A força necessária é determinada por uma série de fatores, incluindo a área projetada da peça (a maior área da peça vista no plano de partição), a pressão de injeção dentro da cavidade e o tipo de material plástico utilizado. Um cálculo preciso garante que não haja desperdício de energia (usando força em excesso) nem a produção de rejeitos (usando força insuficiente).
De acordo com João Souza, técnico em plásticos e especialista em processos de produção, o cálculo da força de fechamento exige que as seguintes informações sejam consideradas:
| Parâmetro | Descrição e Relevância no Cálculo da Força de Fechamento |
|---|---|
| Área projetada | Corresponde à área da cavidade do molde que está sujeita à pressão de injeção. É um dos fatores principais no cálculo da força de fechamento, pois determina a superfície sobre a qual o material exerce pressão durante o processo. |
| Relação de fluxo | Indica a razão entre o comprimento e a espessura da peça moldada. Essa relação influencia diretamente a resistência do fluxo do polímero fundido e, consequentemente, a pressão necessária para o preenchimento do molde. |
| Pressão média exercida pelo material na injeção | Representa a força por unidade de área aplicada pelo polímero fundido dentro do molde durante a injeção. Essa pressão é multiplicada pela área projetada para determinar a força total de fechamento exigida da máquina injetora. |
| Constante relativa ao tipo de material | Cada polímero apresenta características próprias de fluidez e compressibilidade. Essa constante corrige o cálculo conforme o tipo de material, garantindo que a força de fechamento esteja adequada à viscosidade e ao comportamento térmico do plástico. |
Veja também: Como escolher o aço correto para os moldes de injeção
Como fazer o cálculo da área projetada?
“Devem ser consideradas todas as áreas (peça, canais de injeção e distribuição) projetadas sobre a placa móvel”, resume o especialista. Para molde com múltiplas cavidades, recomenda-se considerar apenas uma, pois, na fórmula da força de fechamento, é informado o número de cavidades.
Relação de fluxo (LF/S)
É a relação entre o percurso de fluxo (LF), distância entre o ponto de injeção e o ponto da peça mais distante do eixo, e a espessura média das paredes das peças (S):
Exemplo: LF= 150 mm e S= 1,5 mm
LF/S = 150/1,5= 100
Confira: Pressão e velocidade de injeção do plástico: Como controlar para ter qualidade nas peças?
Cálculo da pressão média exercida pelo material (Pm)
É necessário usar um diagrama para encontrar o ponto de intersecção entre a curva relativa ao fluxo e a linha relativa à espessura da parede. Projetando esse ponto sobre o eixo das ordenadas, se obtém o valor da pressão média (Pm).
Entenda: Porta molde é essencial no processo de injeção do plástico
Como fazer o cálculo da força de fechamento?
O cálculo do fechamento pode ser realizado com a aplicação da fórmula:
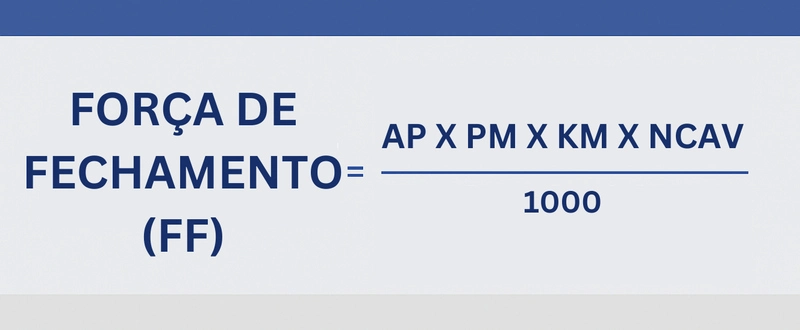
Ff= AP x PM x KM x Ncav / 1000
Em que:
Ff = força de fechamento em toneladas (t)
AP = Área projetada em cm²
PM = pressão média de injeção (Bar)
Ncav = número de cavidades
Km = constante relativa ao tipo de material usado, cujos valores são:
- 1 para PA, PEHD, PEBD, PS, PP
- 1,5 para SAN, ABS, CA, POM, SB
- 2 para PC, PMMA, PPO, PVC
Apesar disso, podem existir diferenças entre a mínima e a máxima, que se devem principalmente à geometria da peça e do material injetado. Também é importante manter uma margem de segurança de 10% a 15% da força em toneladas.
Devido às altas viscosidades dos materiais plásticos que são injetados em temperaturas compatíveis com sua estabilidade térmica, são produzidas quedas de pressão consideráveis durante o fluxo de material dentro do molde. Além do mais, como o molde, geralmente, está bem mais frio do que o material plástico, esse se esfria durante o fluxo e, com isso, aumenta a viscosidade e a perda de pressão.
No entanto, “é preciso atenção redobrada, porque existem outros fatores que influenciam na pressão, como a temperatura do material e a do molde; em ambos os casos, quanto mais altas, menores serão as pressões necessárias para encher o molde – é preciso, portanto, checar todas as questões e os fatores antes de fechá-lo”, finaliza Souza.
Para saber mais sobre o cálculo da força de fechamento, além de ficar por dentro de tudo o que acontece no setor de plásticos do Brasil e do mundo, continue acompanhando o Mundo do Plástico, o canal de conteúdo da feira Plástico Brasil.
Leia mais
- 7 máquinas essenciais para começar uma linha de reciclagem do plástico
- Cursos para profissionais da indústria do plástico: confira opções online e gratuitas pelo SENAI
- O que é PLA: Conheça o poliácido láctico e suas aplicações na indústria do plástico
- O que é polietileno? Características e indicações do PEBD, PEAD e PELBD
- Isopor é reciclável? Como funciona e passo a passo da reciclagem de isopor
- Vantagens do plástico na construção civil: Principais tipos e aplicações
- Mercado de embalagens plásticas no Brasil: Aplicações, tecnologias e futuro do setor
- Gestão de resíduo industrial: Importância, vantagens e desafios
- Inteligência artificial na indústria do plástico: vantagens e desafios
- 6 formas de uso do polietileno reciclado na indústria plástica
