
Extrusão e injeção são os dois processos produtivos mais utilizados no Brasil pela indústria do plástico. Juntos, somam 86% de tudo que é transformado: 61% e 25%, respectivamente.
Entre os processos de moldagem para a criação de produtos plásticos ocos (copos, garrafas, tanques), é possível utilizar o sopro em ambos os processos para dar forma ao produto que se deseja.
“A moldagem por extrusão-sopro é mais tradicional e bem mais difundida, sendo amplamente utilizada para diversos tipos de produtos e materiais. Já a moldagem por injeção-sopro, envolve mais de uma etapa e é mais usada quando se requer maior precisão dimensional, especialmente do gargalo, e minimização das linhas de solda.”
É o que diferencia Ricardo Cuzziol, técnico em plásticos pelo SENAI Mario Amato, engenheiro Químico pela E. E. Mauá e Mestre em Engenharia Química com ênfase em Ciência e Tecnologia de Polímeros pela FEQ/Unicamp.

Como são os processos de extrusão-sopro e injeção-sopro?
Tanto a extrusão-sopro como a injeção-sopro iniciam o processo com uma pré-forma de plástico, que é aquecida, colocada dentro de um molde com a forma desejada e inflada com ar.
A moldagem do plástico através do sopro de ar faz com que o material se expanda e preencha completamente o molde.
Apesar das semelhanças, as principais diferenças entre os dois processos se dão nas etapas iniciais.
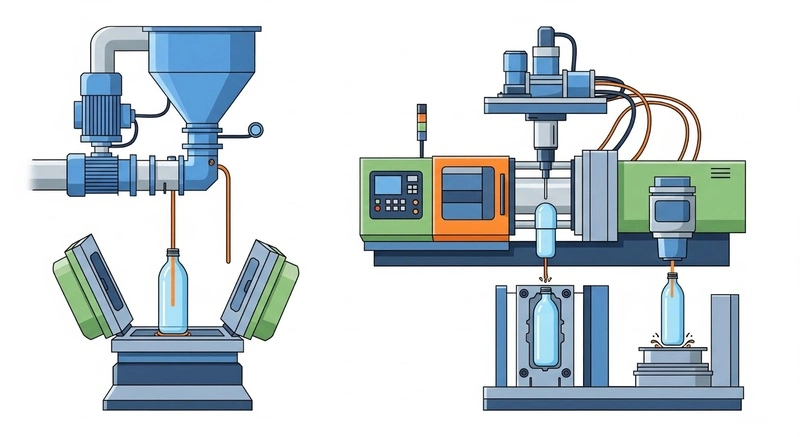
Na extrusão-sopro, o plástico é derretido e extrudado em um tubo vertical contínuo. O parison, como é chamado esse tubo, segue para a etapa de sopro, na qual adquire a forma dentro do molde.
Já a injeção-sopro começa com o plástico sendo injetado em um molde para formar uma pré-forma. Essa pré-forma é aquecida e levada a outro molde, onde é inflada por sopro até atingir as dimensões finais.
“A pressão aplicada depende de muitos fatores, como dimensão, espessura e material da peça”, completa Cuzziol. “Uma máquina de sopro normalmente é dimensionada em função do volume dos frascos, força de fechamento e pressão de sopro, além das capacidades típicas de plastificação em kg/h”.
Quais as aplicações dos diferentes processos de sopro na indústria?
Embora semelhantes nas etapas finais, cada processo é mais adequado dependendo do tipo de produto transformado.
A extrusão-sopro é utilizada na fabricação de produtos ocos de maior volume e que não exigem alta precisão dimensional:
- Garrafas e frascos para bebidas, produtos de limpeza, cosméticos, óleos e outros;
- Galões e bombonas para produtos químicos, lubrificantes e armazenamento em geral;
- Tanques de combustível, dutos de ar e reservatórios para automóveis;
Enquanto isso, a injeção-sopro é recomendada para produtos que demandam alta precisão, bom acabamento e integridade do gargalo:
- Garrafas PET para refrigerantes, água mineral e outras bebidas carbonatadas, devido à necessidade de alta barreira contra gases e precisão do gargalo;
- Frascos farmacêuticos para medicamentos líquidos, nos quais a precisão e a higiene são críticas;
- Embalagens de cosméticos que exigem um acabamento mais sofisticado e roscas perfeitas para tampas;
- Frascos de xampus, condicionadores e outros produtos de higiene pessoal nos quais a precisão do gargalo e a estética são importantes;
- Potes e recipientes de alimentos e molhos com gargalo roscado.
Quais os diferenciais entre extrusão-sopro e injeção-sopro?
Extrusão-sopro: custo menor de ferramentaria, pois exige moldes menos complexos; permite a produção de peças de diferentes tamanhos, formas e espessuras de parede, com menor precisão dimensional; mais eficiente para grandes volumes; gera rebarbas na linha de fechamento do molde, que precisam ser removidas.
Injeção-sopro: o processo em duas etapas (injeção da pré-forma e sopro da pré-forma aquecida) adiciona complexidade ao maquinário e exige moldes mais complexos.
Além disso, tem alta precisão dimensional (geometria do gargalo e a espessura da parede) e acabamento superior; é ideal para peças pequenas e médias; como o gargalo é formado por injeção, não há rebarbas nesta área, o que é essencial para vedação e aparência.
“A extrusão-sopro tem a vantagem, por um lado, de ser um processo mais simples. Por outro, geralmente envolve etapas posteriores de retirada de rebarbas”, diz Cuzziol, que atua também como treinador e consultor técnico na área de polímeros e gerencia um canal do YouTube sobre vários temas relacionados ao plástico. “Por isso, é um processo menos especializado em geral, com equipamentos e mão-de-obra menos custosos”.
A injeção-sopro, por sua vez, permite a obtenção de peças com maior precisão, especialmente no gargalo, que é injetado. “Além disso, ela pode ser realizada com estiramento bidirecional, o que permite a obtenção de peças com maior resistência mecânica”.
Extrusão-sopro e injeção-sopro: qual é a melhor?
Não é correto dizer que um dos processos de fabricação de peças sopradas seja superior ao outro, e sim que o produto determina a melhor escolha.
Essa decisão envolve inclusive o tipo de polímero que será utilizado.
“Na extrusão-sopro, os materiais mais comuns são os polietilenos usados em frascos e embalagens. Porém também pode ser aplicado a outros materiais como PVC, PC e elastômeros termoplásticos”, explica Cuzziol.
No caso da injeção-sopro, continua o especialista, o principal material de aplicação é o PET nas diversas garrafas para bebidas carbonatadas e água. “Porém é comum também em polietileno para frascos e potes para remédios e cosméticos, além de PC para galões de água”.
Assim, o que diferencia a escolha entre extrusão-sopro e injeção-sopro são as necessidades específicas do produto, do volume de produção, dos requisitos de precisão dimensional e do investimento disponível para ferramentaria.
Gostou do conteúdo? Para saber mais sobre os processos de extrusão-sopro e injeção-sopro, e ficar por dentro de tudo o que acontece no setor de plásticos do Brasil e do mundo, continue acompanhando o Mundo do Plástico, o canal de conteúdo da feira Plástico Brasil.
Leia mais
- Cursos para profissionais da indústria do plástico: confira opções online e gratuitas pelo SENAI
- Escolhendo entre PEAD e PEBD para embalagens flexíveis: diferenças e custos
- Como investir em uma linha de reciclagem de plástico industrial?
- Guia: como escolher equipamentos de laboratório para controle de qualidade na flexografia?
- Comparativo entre injetora elétrica e hidráulica: custos e eficiência na indústria do plástico
- Guia completo de Máquinas e Equipamentos para Transformação Plástica
- Como reduzir custos com aditivação personalizada em polietileno reciclado na indústria?
- Resíduos da indústria do plástico podem ser transformados em novos produtos; saiba mais
- 3 formas de implementar contabilidade digital para indústria
- Como avaliar seu layout industrial?



