
Dentro da indústria do plástico, o processo de injeção plástica é um método de moldagem bastante comum. Para a realização desse processo há dois fatores que merecem destaque: a pressão e velocidade de injeção do plástico.
Estes fatores, quando considerados e constantemente gerenciados, certamente farão com que a transformação do plástico seja muito mais eficiente, segura e produtiva. Mas, quando estes parâmetros estão incorretos ou inadequados, é comum que ocorram problemas na peça, afetando a qualidade do produto final.
Por essa razão, é essencial entender a influência da pressão e velocidade de injeção do plástico, a fim de evitar defeitos e imprevistos, como rebarbas, marcas de fluxo e falta de material.
Transformação do plástico: o ato de preencher um molde
O plástico é uma macromolécula que, por suas características, deve ser manipulada com muito carinho.
Através de temperaturas, pressões e tempos bem estabelecidos e ponderados, o processador vai “gentilmente” preenchendo a cavidade do molde e aguardando seu resfriamento para obtenção da peça ideal.
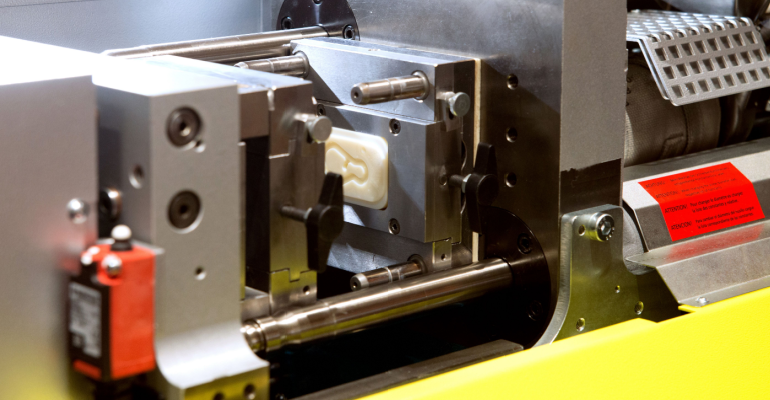
Para isso, a moldagem por injeção é um dos processos mais comuns. Segundo Clodoaldo Lazareti, professor de engenharia de produção do Instituto Mauá de Tecnologia (IMT), esse processo consiste em uma máquina injetora elétrica, hidráulica ou híbrida.
“Nessa máquina, há um conjunto cilindro e rosca de plastificação aquecidos que vão fundir o termomaterial plástico, ‘empurrando-o’ para dentro de um molde previamente alocado entre as placas de fechamento da máquina injetora”, explica.
No entanto, Mauro Andreassa, também professor do IMT, explica que toda macromolécula tem suas artimanhas.
“Cada material tem suas características e flui de forma diferente. Sua forma, a distribuição de átomos de carbono, hidrogênio e alguns outros pelo espaço tridimensional, caracteriza a maneira como flui e isto faz muita diferença na hora da injeção”, acredita.
Exatamente por isso, tanto a velocidade de injeção quanto a pressão de injeção são fatores que influenciam significativamente na transformação do plástico.
Influência da pressão de injeção
A pressão de injeção é um dos parâmetros do processo de transformação de plásticos mais comuns, em que se faz necessário que o conjunto hidráulico (ou por servo motores) da máquina forneça pressão suficiente para o deslocamento da massa plástica fundida dentro do cilindro de plastificação.
Pode chegar a ordem de mais de 2000 bar de pressão específica (na ponta da rosca de plastificação).
Assim, condições reológicas no estado fundido do material plástico são levadas em consideração para a compreensão do comportamento do fluxo para dentro do molde.
“Fatores como a geometria da peça, sistema de alimentação, temperaturas da massa fundida e do molde, taxa de fluxo ou viscosidade do material são relevantes para o ajuste da pressão de injeção”, explica Lazareti.
Neste caso, Andreassa salienta que o ponto principal está relacionado ao preenchimento da cavidade do molde. “A pressão de injeção se relaciona às condições de velocidade do fluxo do material fundido”, complementa.
Após o preenchimento quase completo da cavidade do molde, entra em cena a pressão de recalque, menor que a pressão de injeção e, que será responsável pela compactação ou “empacotamento” da massa fundida.
Nesta etapa controla-se somente a pressão e o tempo de compactação e não mais a vazão.
“A correta parametrização da pressão de injeção e pressão de recalque são essenciais para que a massa fundida consiga preencher e ‘copiar’ adequadamente a geometria da cavidade do molde”, conclui o professor.
Velocidade de injeção e fluxo do material
A velocidade de injeção relaciona-se com o fluxo do material dentro da cavidade do molde.
Pode ser fixa e escalonada, permitindo que, durante a fase de injeção, tenha um deslocamento lento no início do preenchimento da cavidade e aumente gradativamente para uma taxa de preenchimento ideal.
Segundo Clodoaldo Lazareti, a possibilidade de escalonamento permite eliminação de marcas de turbulência do material fundido, principalmente próximo ao “gate” ou entrada do material na cavidade do molde.
“Cada molde tem sua geometria e seu sistema de alimentação, seja por canal convencional ou câmara quente, onde prevalecerá a condição ideal no comportamento do fluxo de preenchimento”, complementa.
Neste contexto, Andreassa salienta que a velocidade de injeção tem que ser de tal sorte que o material preencha a cavidade sem “congelar” antes.
“Este resfriamento antecipado pode gerar vazios, porosidade, marcas de fluxo, solda fria ou até, visto pelo lado oposto, a queima do material e perda de propriedades no produto final.”
O professor também salienta que quanto maior a pressão, maior a velocidade com que o fluxo de plástico trafega. “Ambos parâmetros possuem uma interdependência”, complementa.
Demais fatores considerados na injeção de plástico
Além dos pontos já citados pelos professores do IMT, os mesmos dizem que há outras questões que merecem total destaque.
Inicialmente, Lazareti explica que é preciso respeitar as condições recomendadas da matéria-prima e temperatura de molde normalmente disponíveis nos “Data Sheets” dos fornecedores.
“Cada material tem faixas de temperatura de processamento, comportamento de fluxo e cisalhamento, índice de fluidez ou viscosidade, necessidade ou não de secagem prévia (materiais higroscópicos), entre outras características”, explica.
Assim, uma máquina injetora parametrizada, com controles confiáveis, manutenção preventiva eficiente ou a regular em dia, sem vazamento ou falhas elétricas, hidráulicas ou mecânicas contribuem para a eficiência do processo.
Por fim, a concepção, construção, funcionamento e proteção do molde de injeção e operadores capacitados para o processo completam a obra.
Dessa forma, Andreassa explica que cada material é uma história e o fabricante já determinou as condições ótimas de processamento, pressão e velocidade de injeção. “Cabe ao processador segui-las e em caso de dúvidas ou de resultados adversos, contatar o fabricante do material”, conclui.
Para ficar por dentro de tudo o que acontece na indústria dos plásticos, confira mais conteúdos do Mundo do Plástico.
Aproveite para descobrir quais são os processos relacionados à termoformagem neste e-book exclusivo.
